

典型的鋰離子電池制造流程通常可分為三大工序(如下圖):電極制造、裝配過程和電芯檢測,但也有公司將其只劃分為兩大工序:卷繞前工序和卷繞后工序,這一分界點就是卷繞工序,這是因為卷繞過程具有很強的集成功能,使電池外觀初露雛形,因此卷繞過程充當了鋰離子電池制造過程樞紐的角色,是鋰電池制造過程的關鍵工序,卷繞工序生產的卷芯通常被稱作裸電芯(Jelly-Roll,簡稱JR)。
典型的鋰離子電池制造流程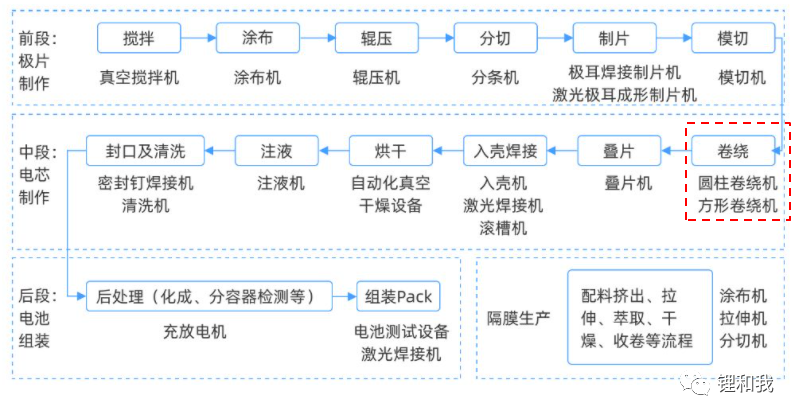
下圖是卷芯卷繞過程示意圖,具體做法是將正極片、負極片和隔離膜通過卷繞機的卷針機構卷制在一起,相鄰的正負極片之間被隔離膜隔絕,避免短路,卷繞完成后,通過收尾膠紙進行固定防止卷芯散開,然后流轉到下一工序。在這一過程的重中之重就是要確保正負極之間不發生物理接觸短路,并且負極片橫、縱兩個方向都能完全包覆住正極片。
卷繞過程示意圖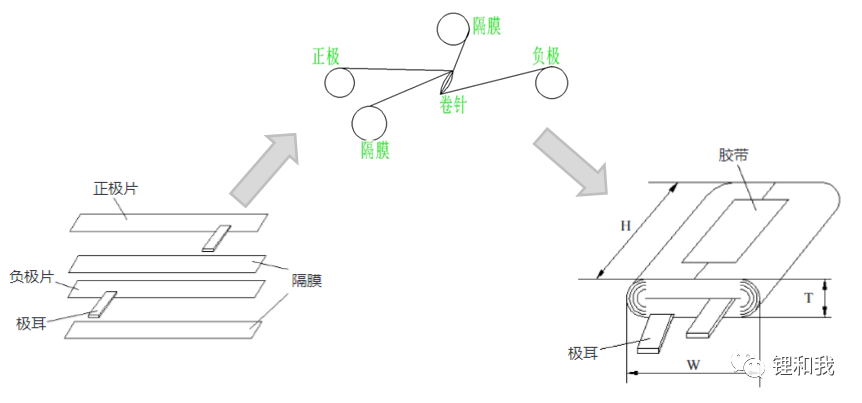
鋰電池卷芯的卷繞過程一般是先用兩卷針夾緊兩層隔膜進行預卷,然后依次送入正極片或負極片,極片分別夾在兩層隔膜之間進行卷繞。在卷芯縱向方向,隔膜超出負極膜片,負極膜片超出正極膜片,防止正、負極片之間接觸短路。
卷針夾緊隔膜示意圖
卷芯的卷繞過程通過卷繞機實現。卷繞機的主要組成部分及其功能包括:
1)極片供給系統
分別將正、負極片沿著導軌輸送到兩層隔膜的A-A面和B-B面之間,實現極片的供給;
2)隔膜放卷系統
包括上隔膜和下隔膜,實現隔膜到卷針的自動連續供給;
3)張力控制系統
實現卷繞過程中隔膜的恒張力控制;
4)收尾貼膠系統
對卷繞后的卷芯進行貼膠固定;
5)卸料傳輸系統
將卷芯從卷針上自動拆卸,然后掉落到自動傳輸帶上;
6)腳踏開關
當無任何異常時,踩下腳踏開關控制卷繞正常進行;
7)人機交互界面
實現參數設定、手動調試、報警提示等功能。
從以上卷繞過程分析可知,電芯卷繞包括兩個不可避免的過程:推針和抽針。
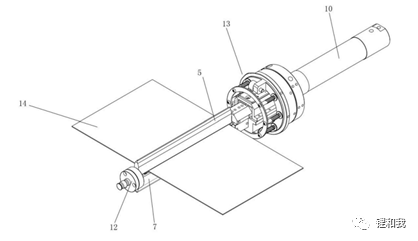
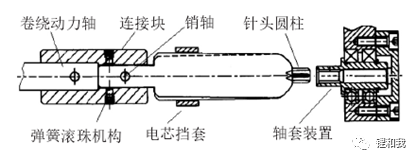
推針過程:兩卷針在推針氣缸作用下伸出,分別穿過隔膜兩側,然后兩卷針組合形成的針頭圓柱體正好插入軸套中,卷針合攏夾持隔膜,同時,兩卷針合并后形成一個基本對稱的規則形狀作為卷芯的內核。
推針過程示意圖
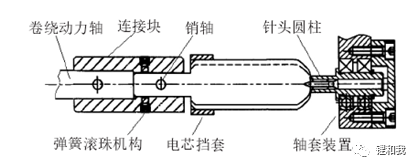
抽針過程:卷芯卷繞完成后,兩卷針在抽針氣缸作用下縮回,針頭圓柱從軸套中退出,卷針裝置中的滾珠在彈簧作用下使卷針閉合,兩卷針相向卷繞,卷針的自由端尺寸變小,在卷針和卷芯內表面之間形成一定間隙,隨著卷針相對擋套縮進,實現卷針和卷芯的順利分離。
抽針過程示意圖
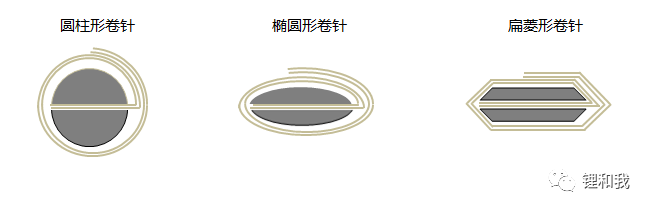
上述的推針和抽針中的“針”即指卷針,作為卷繞機的核心零部件,卷針影響著卷繞速度和卷芯質量,目前大部分卷繞機采用圓形、橢圓形和扁菱形卷針,對于圓形和橢圓形卷針,由于存在一定弧度,會造成電芯的極耳變形,在隨后的壓芯過程中,還容易造成電芯內部起皺變形,對于扁菱形卷針,由于其長軸和短軸尺寸相差較大,極片和隔膜張力變化較大,需要驅動電機變轉速卷繞,過程難以控制,卷繞速度一般較低。
常見卷針示意圖
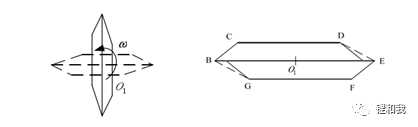
以最復雜且最常見的扁菱形卷針為例進行簡要介紹,在其卷繞旋轉過程中,正、負極片和隔膜總是以B、C、D、E、F、G六個邊角點作為支撐點進行包繞。
扁菱形卷針旋轉示意圖
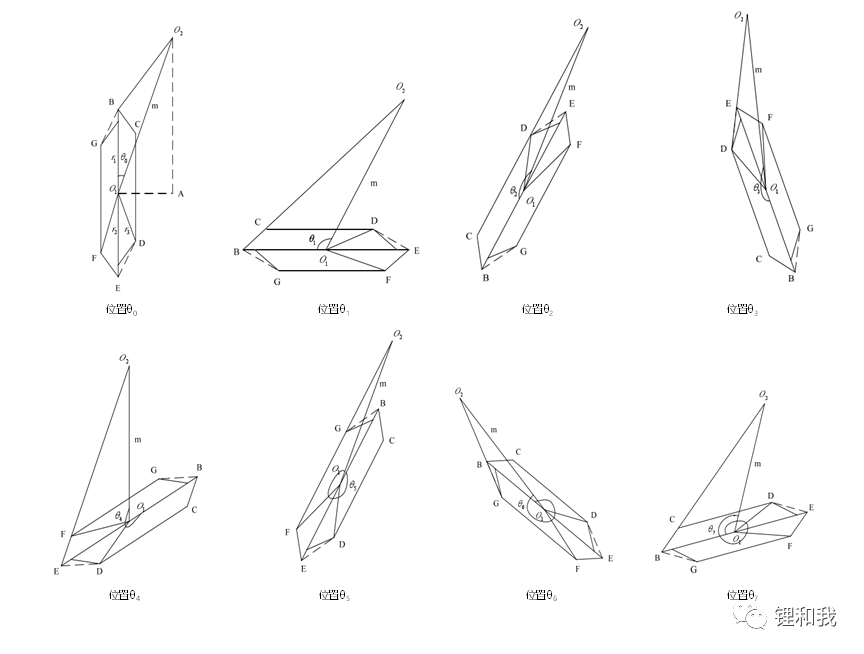
因此,可以將卷繞過程拆分為分別以OB、OC、OD、OE、OF、OG為半徑的分段卷繞,即只需分析以下θ0、θ1、θ2、θ3、θ4、θ5、θ6、θ7之間七個角度范圍內線速度的變化情況就可以完全定量描述卷針周期性的轉動過程。
卷針旋轉不同角度示意圖
根據三角函數關系,容易推導出如下關系式: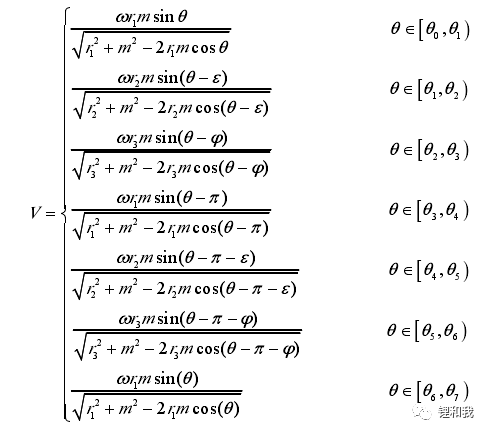
從上述方程式可以容易看出,當卷針以恒定角速度卷繞時,卷繞的線速度和卷針支撐點與正、負極片和隔膜之間形成的角度是分段函數關系,通過Matlab仿真二者之間的圖像關系如下:
不同角度位置卷針線速度變化情況
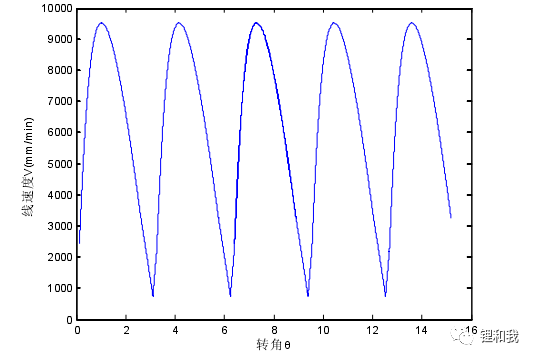
由此可以直觀的看出,圖例中扁菱形卷針卷繞過程中最大線速度和最小線速度之比可高達10倍以上,如此大的線速度變化將給正、負極片和隔膜的張力帶來很大的波動,這便是卷繞張力波動的最主要原因。 過大的張力波動可能導致卷繞過程中隔膜被拉伸,卷繞完成后隔膜收縮,壓芯后卷芯內部拐角處層間距較小,在充電過程中,極片膨脹導致卷芯寬度方向應力不集中,產生彎矩,造成極片扭曲,所制備的鋰電池最終出現“S”變形。
目前通常通過變張力卷繞和變轉速卷繞兩種方法來解決由于卷針形狀引起的卷芯質量不良問題(主要是變形問題)。
1)變張力卷繞
以圓柱電池為例,在恒定的角速度下,線速度隨著卷繞層數的增加而增加,導致張力越來越大。變張力卷繞即指通過張力控制系統將施加于極片或隔膜上的張力隨著卷繞層數的增加而線性的減少,從而在恒轉速的情況下,仍然可以使整個卷繞過程盡可能保持恒定的張力。 通過大量的變張力卷繞實驗,得出如下結論: a.卷繞張力越小對卷芯變形改善越好; b.恒轉速卷繞過程中,隨著卷芯直徑增加,張力線性減小比恒定張力卷繞的變形風險更低。
2)變轉速卷繞
以方形電池為例,通常采用扁菱形卷針,當卷針以恒定角速度卷繞時,根據以上分析可知,其線速度波動很大,導致卷芯內部拐角處層間距相差較大,此時,需要根據線速度變化情況反向推導轉速的變化規律,即卷繞的轉速隨著角度的變化而變化,實現卷繞過程線速度波動盡可能小,從而保證張力在小幅值范圍內波動。
總之,卷針形狀可能影響極耳平整度(卷芯良率和電性能)、卷繞速度(生產效率)、卷芯內部應力均勻性(外觀變形問題)等,對于圓柱形電池,通常選用圓形卷針,而對于方形電池,通常選用橢圓形或扁菱形卷針(某些情況也可以采用圓形卷針卷繞,將卷芯壓扁形成方形卷芯)。
另外,大量的實驗數據表明,卷芯質量對最終成品電池的電化學性能和安全性能具有重要影響。基于此,我們梳理了鋰電池卷繞過程的一些重要的關注焦點和注意事項,形成了《鋰電池卷繞指南》,期望盡可能規避卷繞過程中的不正確操作,從而制造出符合質量要求的鋰電池。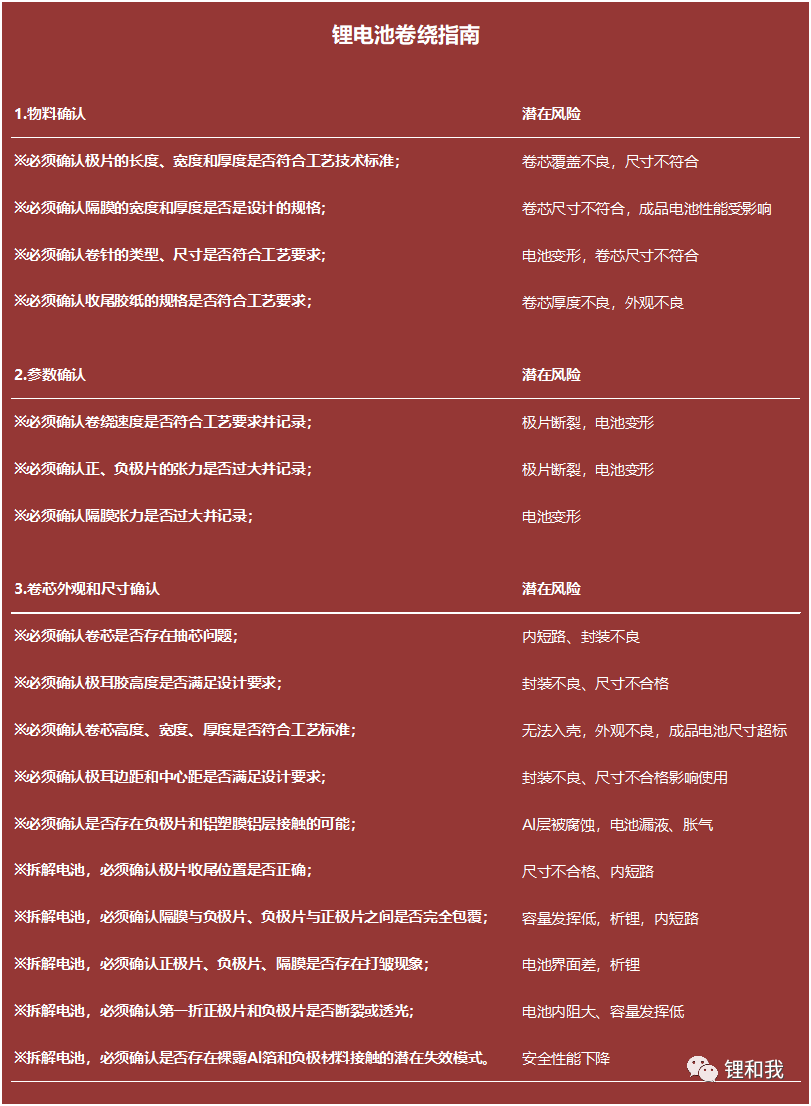
為了更加直觀地表征卷芯缺陷,可以將卷芯浸入AB膠環氧樹脂中固化,然后切割截面并用砂紙拋光,最好將制備地樣品放在顯微鏡或掃描電鏡下觀察,從而可以獲取卷芯內部缺陷圖譜。 卷芯內部缺陷圖譜(圖源:鋰想生活)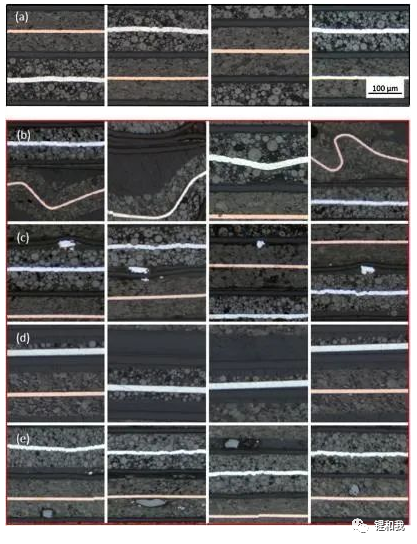
(a)圖是合格卷芯,內部無明顯缺陷; (b)圖可以明顯看到極片發生了扭曲變形,這可能與卷繞張力有關系,張力過大導致極片褶皺,這種缺陷會導致電池界面變差,析鋰,從而劣化電池性能; (c)圖是電極和隔膜之間存在異物,這種缺陷可能導致自放電嚴重,甚至可能產生安全問題,但在Hi-pot測試中通常可以檢出; (d)圖電極存在陰陽面的缺陷譜圖,可能導致電池低容或析鋰; (e)圖電極內部混入了粉塵,可能導致電池自放電加劇。 除此之外,卷芯內部的缺陷也可以通過無損檢測表征,如常用的X-ray和CT檢測,下面簡單介紹一些常見的卷芯工藝缺陷:
1、極片覆蓋不良
局部地方負極片沒有完全包覆住正極片,可能導致電池變形和析鋰,產生安全隱患。
2.極片變形
極片受到擠壓而變形,可能引起內短路,帶來嚴重的安全問題。
值得一提的是,2017年轟動一時的三星note7手機爆炸案調查結果正是歸因于電池內部負極片受到了擠壓而造成內短路,從而引起了電池爆炸,這一事故導致三星電子損失超60億美元。
3.金屬異物
金屬異物是鋰離子電池的性能殺手,可能來源于漿料、設備或環境中,顆粒較大的金屬異物可能直接造成物理短路,而當金屬異物混入正極后,會被氧化然后沉積在負極表面,刺穿隔膜,最終也會造成電池內短路,帶來嚴重的安全隱患,常見的金屬異物有Fe、Cu、Zn、Sn等。
鋰電池卷繞機是用來卷繞鋰電池電芯的,是一種將電池正極片、負極片及隔膜以連續轉動的方式組裝成芯包(JR:JellyRoll)的機器。 國內卷繞制造設備始于2006年,從半自動圓形、半自動方形卷繞、自動化制片開始,之后是組合自動化,制片卷繞一體機,激光模切卷繞一體機,陽極連續卷繞機,隔膜連續卷繞機等。
卷繞的原理
(1)卷繞機原理
卷繞機有正、負極送料單元,將正極、負極和隔膜卷繞在一起的機構叫卷針。
按照電池芯的形狀主要分為方形和圓柱形電池電芯卷繞機,一般卷繞設備采用兩副或以上卷針、單側抽針的結構。卷繞機的主要機構有:正負極極片和隔膜主動放卷、極片和隔膜換卷、自動糾偏、自動張力檢測與控制。極片由夾輥驅動機構引入卷針部分,與隔膜一同按照工藝要求進行卷繞。
卷繞完成后自動換工位、切斷隔膜和貼終止膠帶,成品裸電芯自動下料后,經過預壓、掃碼,良品成品裸電芯自動轉移到托盤中再轉移到后工序。不良品裸電芯自動卸料到不良品裸電芯收集處。卷繞的工藝流程如下圖: 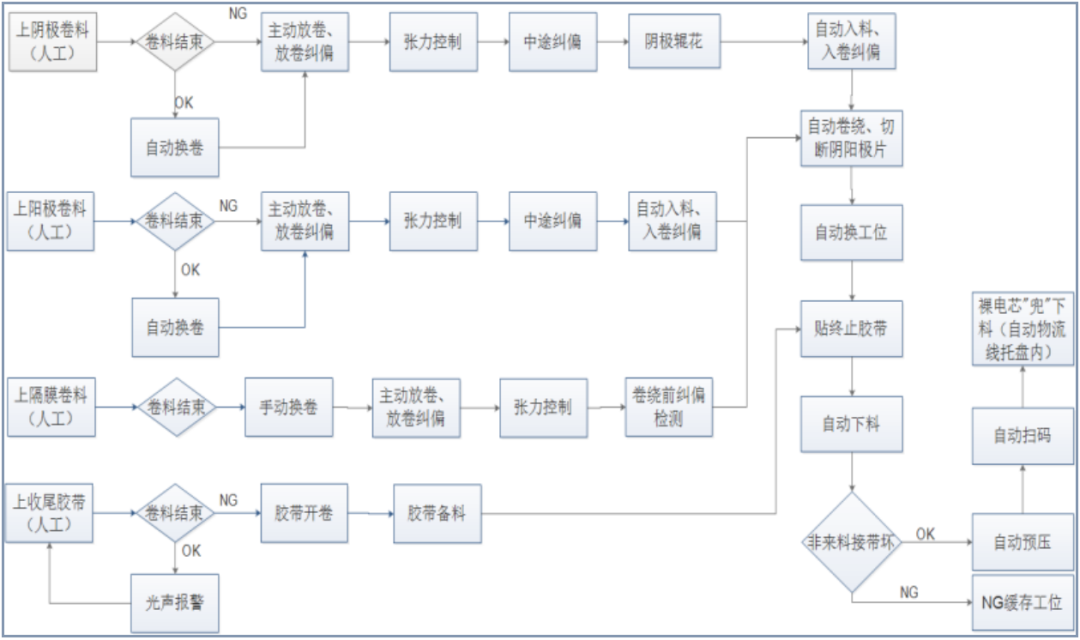
卷繞設備工藝流程圖
(2)卷繞機理說明
①預卷繞:正負極片初始送極片過程,該過程中正負極片在送極片機構夾持極片以一定的速度送入卷針,需要控制卷針的旋轉角和速度與送極片機構相匹配。該過程涉及兩個同步:隔膜的放卷速度與卷針速度的同步,送極片速度與卷針的速度同步。
②卷繞過程:在完成了正負極片初始送極片過程后,正負極片被隔膜裹緊,并繞卷針纏繞,后續轉動卷針即可實現連續卷繞。該過程中通過檢測料卷的張力大小調整極片放料電機的放料速度,來保證卷繞過程中料卷的的恒定張力。 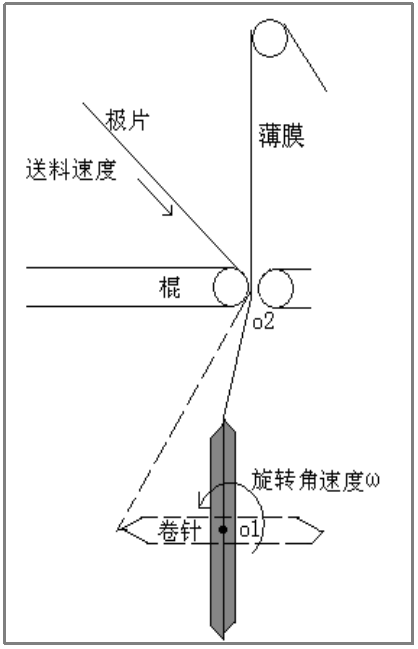
卷繞過程示意圖
預卷繞中的控制問題屬于開環控制問題,卷針、隔膜和極片兩兩之間是否真正的同步沒法準確測量,這就要求我們建立準確的卷繞控制模型,尤其是對于尺寸較大的電池的卷繞要求更高。卷繞中料帶張力,可以在控制中采用閉環反饋控制技術。
另外,卷繞過程中,我們實際控制的是卷繞電機轉動的速度,而實際速度是各料卷以及卷針卷繞實際半徑的函數,該半徑是動態變化的。目前,在沒有實際傳感器測量的情況下,我們假設料卷一次上料后卷芯逐步增大,中間半徑的變化規律完全符合阿基米德螺旋線定律。初始卷料半徑通過程序預先設定。
③卷繞過程動態控制模型:由于預卷繞過程屬于開環控制,準確的數學模型是卷繞控制系統成敗的關鍵。尤其是對于極片的線速度大于1m/s時,準確的卷繞模型是控制卷繞張力的穩定,是卷繞質量控制的關鍵核心。
④電芯高質卷繞:電芯高質量卷繞的核心問題是卷繞電芯的隔膜、極片貼合均勻,表現為沒有間隙,而且電池使用過程中隔膜和極片相互間在各個方向保持接觸應力均勻一致。 這對卷繞機提出兩個方面的要求,一是:卷芯抽卷針后依然保持貼合應力的一致,這樣對卷針輪廓形狀的設計非常重要,尤其是方形卷繞電池,要保證卷繞抽針后極片和隔膜的貼合應力均勻,卷繞輪廓曲線必須是一階導數連續的封閉曲線,判斷原則是曲線不斷,平滑無尖角。其次是:隔膜、極片進入卷針時,在卷針切線的母線方向,張力是一致的,這要求隔膜極片的糾偏幅度不應該太大,應該保證在隔膜、極片彈性范圍內的一個限值。
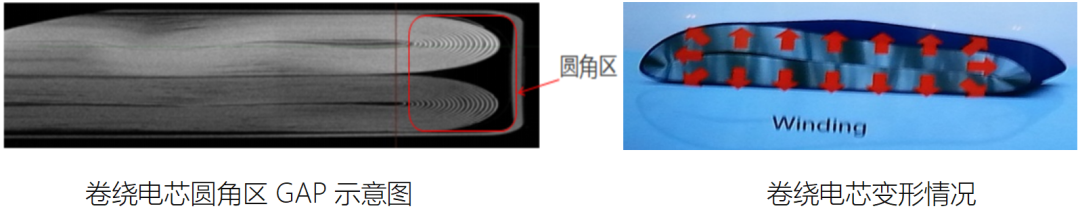
⑤方形卷繞電芯的GAP問題
 ?
?
即使方形電芯的卷針曲線是一階導數連續的封閉曲線,壓扁后極片、隔膜沒有間隙,但在電池的充放電過程中,因為極片膨脹和收縮程度的不一致,會導致極片間的間隙隨著充電循環逐步變大,當此處的電解液不富裕時,鋰離子不能實現轉移,將影響容量的發揮,長時間的使用會帶來析鋰安全問題。并且,隨著能量密度提升的要求,負極逐步導入硅負極體系,由于硅負極極片膨脹大,卷繞方式的極組容易出現內圈極片斷裂,影響電池使用壽命,限制了硅材料添加量。建議采取的辦法是注液時適當增加富裕的電解液。
卷繞的特點
依據卷繞機的自動化程度可以劃分為手工、半自動、全自動和一體機等類型。按照制作的芯包大小可以劃分為小型、中型、大型、超大型等。
卷繞卷芯的特點如下: 極片、隔膜連續一體,制造效率高; 卷繞只有兩條邊,邊緣少,極片完整,便于控制毛刺; 生產控制簡單,操作容易,控制難度低; 不宜卷太厚、層間互相影響,容易變形; 極片柔性要求高; 極片橫向張力不一致,內部可能產生間隙,貼合應力難以均勻; 極片膨脹帶來GAP問題、難以實現高質量。
卷繞機的關鍵結構
設備主要模塊包括:極片/隔膜自動放卷模塊,極片/隔膜換卷模塊,自動糾偏模塊,導輥模塊,極耳導向撫平模塊,主驅模塊,張力控制模塊,張力測量/顯示與儲存模塊,極片入料模塊,隔膜除靜電裝置,極耳打折/翻折及極片破損檢測模塊,CCD在線檢測模塊,極片切斷模塊,除塵系統,極片和隔膜不良品單卷與剔除模塊,卷繞頭組件,隔膜切斷模塊,隔膜吸附模塊,貼終止膠帶模塊,自動卸料模塊,裸電芯預壓模塊,下料模塊,設備框架和大板模塊。 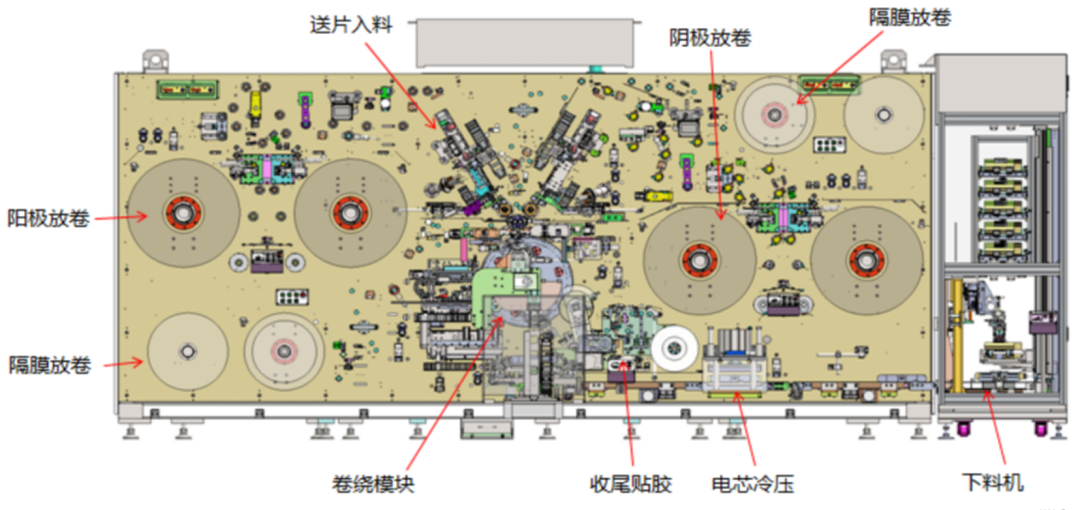
卷繞機布局示意圖
卷繞機的發展趨勢
①高速、高精度:卷繞極片的線速度由現有的2-3m/s發展到4-5m/s,卷繞極片對齊精度由現有的±0.3mm提升至±(0.1-0.2)mm。
②高合格率:CPK由1.33到1.67,最終發展到2.0以上,達到免檢水平。
③穩定性:提升平均無故障時間,由現有幾十、幾百小時提升至千、萬小時的水平。
④設備實現數字化、智能化控制:卷繞張力、極片與隔膜的對齊度實現在線監控,卷繞參數和最終電池性能參數實現閉環優化,實現卷繞合格率提升。
⑤激光模切卷繞一體化:激光模切與卷繞工序結合實現設備集成一體化。
⑥高速卷繞機:通過隔膜連續卷繞技術的突破,實現卷繞效率的倍增。
基于多年的技術沉淀和積累,卷繞工藝在生產設備、技術工藝、效率、成本等方面都具有明顯的優勢,但在車規級動力電池對于標準化、大容量和大尺寸的需求趨勢下,卷繞工藝已經開始“力不從心”。如何提升卷繞的質量是行業面臨的核心問題。
審核編輯:劉清
-
鋰離子電池
+關注
關注
85文章
3318瀏覽量
78686 -
動力電池
+關注
關注
113文章
4590瀏覽量
78975 -
控制系統
+關注
關注
41文章
6752瀏覽量
111765 -
卷繞機
+關注
關注
5文章
13瀏覽量
8918
原文標題:動力電池卷繞及性能缺陷和解決策略
文章出處:【微信號:Recycle-Li-Battery,微信公眾號:鋰電聯盟會長】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
一文詳解新能源汽車動力電池

動力電池自動點焊機:新能源汽車制造的智能焊接利器
動力電池測試中的直流負載挑戰與應對策略
動力電池點焊機:新能源時代的焊接之星
動力電池氣動點焊機:新能源汽車產業的焊接之星
動力電池氣密性檢測:了解檢測儀的測試原理

動力電池阻抗分析
【干貨】新能源汽車動力電池詳解
溫度是如何對動力電池的性能造成影響?
動力電池自動點焊機:如何提升電池性能與安全性

動力電池模組裝配線:高效、精準的動力之源





 工商網監
工商網監

評論